Chuyển giao công nghệ
Chương trình điều khiển
Đề tài được thực hiện với mục tiêu cơ bản là phục vụ cho hệ thống điều khiển và giám sát các hệ thống sản xuất thức ăn gia súc. Thay thế các phầm mềm nhập ngoại với giá thành rất cao
Đề tài được thực hiện thông qua phương pháp nghiên cứu, tham khảo tài liệu, thực nghiệm là chính, bao gồm các phần chính như sau:
Truyền Thông Công Nghiệp
Truyền Thông Nối Tiếp
PLC S7-200
Chỉ Thị Khối Lượng K3NV
Cảm biến lực (Loadcell)
Phần Mềm Ngôn Ngữ Lập Trình Visual Basic
Chương Trình
Trên thực tế, người ta sử dụng các máy tính công nghiệp (Industrial Computer) có độ tin cậy cao và các phần mềm giao diện người máy (Human Machine Interface) chuyên dụng để quản lý điều khiển các hệ thống tự động điều khiển. Tuy nhiên, giá thành để trang bị một hệ thống hoàn chỉnh như vậy là khá cao, đặc biệt là đối với các nhà máy, phân xưởng nhỏ và vừa.
Chính vì vậy, việc sử dụng máy tính cá nhân và một phần mềm giao diện tự viết để quản lý và điều khiển các hệ thống tự động nhỏ và vừa là rất có ý nghĩa. Đặc biệt là trong tình hình thực tế sản xuất của các ngành công nghiệp ở nước ta hiện nay. Người chủ đầu tư có thể trang bị được một hệ thống tự động quản lý, điều khiển có độ chính xác khá cao với một mức đầu tư rất hợp lý.
ĐẶT VẤN ĐỀ
Từ khi công nghiệp ra đời, con người đã được giải phóng khỏi lao động chân tay rất nhiều. Bên cạnh đó, sản phẩm làm ra được tăng lên đáng kể về số lượng và chất lượng được ổn định. Tuy nhiên, cùng với sự phát triển như vũ bão của khoa học kỹ thuật, tự động hóa trong công nghiệp ra đời. Đây chính là một bước ngoặt lớn thứ hai trong nền sản xuất hàng hóa của con người. Con người giờ đây thật sự được giải phóng khỏi lao động chân tay hay những lao động trong các môi trường độc hại.
Khi điện tử ra đời thì tự động hóa trong công nghiệp ngày càng được hoàn thiện hơn. Cho đến nay thì sản xuất công nghiệp không chỉ ở mức tự động hóa cao mà nó còn được điều khiển, giám sát từ xa thông qua máy tính và các phần mềm giao tiếp người máy. Tuy nhiên, ở một quốc gia còn khó khăn như chúng ta thì việc trang bị các hệ thống hoàn chỉnh như vậy vẫn còn chưa mang tính khả thi cao. Nguyên nhân chủ yếu là do chi phí đầu tư quá cao.
Bức xúc trước những vấn đề như vậy, chúng tôi quyết định bắt tay vào việc thực hiện đề tài “Chương Trình Điều Khiển Hệ Thống Sản Xuất Thức Ăn Gia Súc”
TẦM QUAN TRỌNG CỦA VẤN ĐỀ
Hiện nay, trên thị trường đã có những thiết bị đo lường kết hợp với tự động rất hiện đại. Chúng được tích hợp sẵn trong một kit. Tuy nhiên giá thành của những thiết bị này khá cao. Chính vì lẽ đó, chúng tôi tiến hành nghiên cứu thi công một hệ thống tương tự từ các thiết bị rời có giá thành thấp hơn. Cũng như mong muốn tận dụng được máy tính cá nhân, hiện nay đã trở nên phổ biến ở nước ta, vào công tác điều khiển, quản lý, và giám sát hệ thống tự động trong công nghiệp. Và cũng không nằm ngoài mong muốn trên, chúng tôi cũng đã tiến hành viết thử một phần mềm giao diện người máy dùng kèm với hệ thống đã thi công.
GIỚI HẠN ĐỀ TÀI
Tự động hóa hiện nay đã trở nên rất phổ biến và được ứng dụng rộng rãi trong nhiều ngành công nghiệp. Ở đây, chúng tôi tiến hành nghiên cứu thi công một hệ thống điều khiển với các yêu cầu như sau:
Quá trình cân định lượng của nhiên liệu được tiến hành một cách tự động từ chương trình điều khiển của máy tính
Giá trị cân của đầu cân được đưa về hiển thị trên máy tính trong một khoảng thời gian trễ cho phép cực đại là 0.5 giây
Các số liệu của mỗi mẻ cân được lưu tự động vào cơ sở dữ liệu
Lập trình cho PLC hoạt động như một slave
Điều khiển hệ thống vít tải vận chuyển nhiên liệu, nghiền, ép, xấy, sàng nhiên liệu
Viết phần mềm giao diện người máy
Xử lý một số lỗi truyền thông
Bảo mật cơ sở dữ liệu
GIỚI THIỆU HỆ THỐNG
Hệ thống cân tự động được thiết kế từ các thiết bị rời như: máy tính các nhân, PLC S7-200, bộ chỉ thị khối lượng K3NV, loadcell.
Từ máy tính cá nhân, thông qua phần mềm giao diện ACM, người sử dụng có thể điều khiển, quan sát hoạt động của hệ thống.
PLC được lập trình để thực hiện những yêu cầu do máy tính gửi xuống, truyền thông với máy tính cá nhân và bộ chỉ thị cân.
Bộ chỉ thị K3NV được kết nối với loadcell. Nhiệm vụ chính của K3NV là hiển thị giá trị khối lượng của liệu trên bàn cân được loadcell gửi về. Ngoài ra nó còn có nhiệm vụ gửi giá trị cân về PLC để đáp ứng yêu cầu đọc giá trị hiển thị được PLC gửi xuống.
Bằng ngôn ngữ lập trình Visual Basic, chúng tôi đã viết phần mềm giao diện người máy ACM này. ACM là từ viết tắt của Automation Controlling and Management. Phần mềm này được dùng riêng cho hệ thống cân tự động. Đây là một ứng dụng nhỏ, hoạt động trên nền Windows.
Sau khi cài đặt, người sử dụng có thể chạy chương trình từ menu các chương trình của Windows.
Sau khi khởi động xong, người sử dụng có thể điều khiển và quan sát hệ thống từ màn hình chính như hình bên dưới.

Trên màn hình giao diện chính này, chúng ta thấy có một hình minh họa cho hệ thống cân, các nút nhấn, và các hộp ký tự.
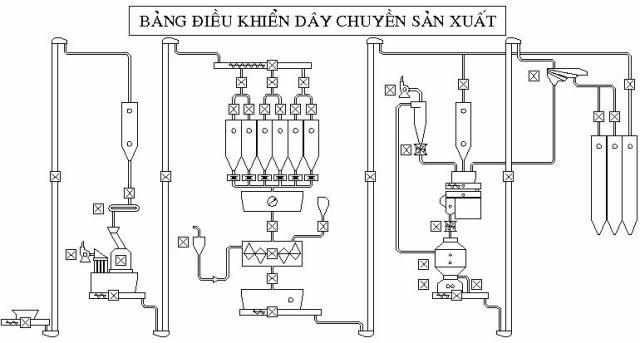
Hình Vẽ Minh Họa Hệ Thống
Theo hình vẽ minh họa, người sử dụng có thể thấy được mô hình của hệ thống cân gồm có 6 silo chứa 6 loại nguyên liệu và một mâm cân. Ngoài ra, từ hình vẽ này, người sử dụng có thể quan sát trạng thái đóng/ mở của các valve điều khiển khi hệ thống hoạt động bằng nhiều cách.
Nếu valve nào đang mở, người sử dụng sẽ nhìn thấy thông báo OPEN tại vị trí tương ứng của valve đó. Hoặc khi di chuyển con trỏ chuột đến vị trí tương ứng của valve, người sử dụng sẽ thấy thông báo Valve 1 đang mở (nếu vị trí con trỏ chuột ngay tại valve 1) ngay tại vị trí của con trỏ chuột.
Nếu valve nào đang đóng, người sử dụng sẽ nhìn thấy thông báo CLOSE tại vị trí tương ứng của valve đó. Hoặc khi di chuyển con trỏ chuột đến vị trí tương ứng của valve, người sử dụng sẽ thấy thông báo Valve 1 đang đóng (nếu vị trí con trỏ chuột ngay tại valve 1) ngay tại vị trí của con trỏ chuột.
Người sử dụng cũng có thể quan sát trạng thái đóng/ mở của các valve theo màu sắc hiển thị tại vị trí valve. Màu đỏ là valve đang đóng còn màu xanh là valve đang mở.
Các Nút Nhấn
1. Trên màn hình giao diện chính, người sử dụng có thể nhìn thấy 5 nút nhấn. Mỗi một nút nhấn có một chức năng khác nhau và cũng tùy theo chức năng, mỗi nút nhấn có một màu tương ứng.
2. Nút START, màu xanh, có chức năng khởi động hệ thống sau khi các thông số đã được điền đầy đủ.
3. Sau khi hệ thống đã bắt đầu vận hành thì nút START không còn tác dụng gì nữa. Nói cách khác, nó bị vô hiệu hóa, người sử dụng không thể nhắp lên nút này nữa.
4. Nút SYSTEM, màu cam, có chức năng mở màn hình quan sát hệ thống điều khiển sản xuất thức ăn gia súc.
5. Nút PRINT, màu xanh, có chức năng tin ấn thông tin về các mẻ cân hệ thống đã thực hiện.
6. Nút DATA, màu xanh, có chức năng dẫn người sử dụng đến form quản lý dữ liệu của hệ thống. Tại form này, người sử dụng có thể thêm mới, sửa chữa một công thức trộn liệu. Tuy nhiên, để đảm bảo tỉ lệ thành phần các nguyên liệu của từng công thức, chỉ có người có thẩm quyền mới có thể thêm mới hay chỉnh sửa các công thức. Để làm được như vậy, chúng tôi thiết kế một tầng mật mã cho người có thẩm quyền. Chỉ có họ mới biết mật mã để có thể vào form Receipt Editing nhằm thực hiện việc thêm mới hay chỉnh sửa các công thức.
Nút EXIT, màu đỏ, có chức năng kết thúc chương trình ACM. Người sử dụng nhắp nút này khi muốn thoát khỏi chương trình.
Trên màn hình giao diện chính, người sử dụng có thể nhìn thấy 5 nút nhấn. Mỗi một nút nhấn có một chức năng khác nhau và cũng tùy theo chức năng, mỗi nút nhấn có một màu tương ứng.
Các Hộp Ký Tự
Trên màn hình giao diện của ACM, chúng ta thấy có tất cả có 9 hộp ký tự.
1. Hộp METER, ở vị trí trên cùng, có chức năng hiển thị giá trị cân được gửi về từ bộ chỉ thị khối lượng K3NV qua PLC.
2. Hộp RECEIPT ID, đây thực chất là một hộp chọn. Từ hộp chọn này, người sử dụng chọn công thức trộn cho mẻ cân.
3. Các hộp TẤM, MÌ, GẠO, BẮP, CUA, TÔM. Đầu tiên, khi hệ thống chưa vận hành, người sử dụng có thể thấy khối lượng của từng loại liệu trong các hộp này tương ứng với các công thức được chọn từ hộp Receipt ID. Sau khi hệ thống được bắt đầu, các hộp này sẽ hiển thị chỉ số cân của từng loại liệu đang cân. Đối với những loại liệu đã cân xong thì trong hộp tương ứng sẽ là khối lượng thực tế của nguyên liệu đó trong mâm cân.
4. Cuối cùng là hộp thông tin chỉ ngày giờ hiện hành của hệ thống.
Nếu người sử dụng là người có thẩm quyền thêm mới hay chỉnh sửa các công thức trộn, họ sẽ được cấp mật mã và có thể vào form Receipt Editing.
Sau khi đã nhập đúng tên người sử dụng và mật mã vào hộp thoại Login, người sử dụng sẽ thấy màn hình Receipt Editing dùng để chỉnh sửa các công thức trộn thức ăn gia súc.

Giao diện điều khiển và giám sát hệ thống

Mẫu in báo cáo - thống kê

Tủ động lực

Tủ điều khiển

Mạch giao tiếp công suất
TÀI LIỆU THAM KHẢO
1. Siemens . S7-200 Programmable Controller – System Manual.
2. Ngô Diên Tập. Kỹ Thuật Ghép Nối Máy Tính. Nhà Xuất Bản Khoa Học và Kỹ Thuật, Hà Nội, 2001.
3. Ngô Diên Tập. Đo Lường và Điều Khiển bằng Máy Tính. Nhà Xuất Bản Khoa Học và Kỹ Thuật, Hà Nội, 2002.
4. Nguyễn Doãn Phước. Phan Xuân Minh. Tự Động Hoá với SIMATIC S7-200. Nhà Xuất Bản Nông Nghiệp, 1997.
5. Hoàng Minh Sơn. Mạng Truyền Thông Công Nghiệp. Nhà Xuất Bản Khoa Học và Kỹ Thuật, Hà Nội, 2001.
6. Tống Văn On. Truyền Dữ Liệu. Trường Đaị Học Bách Khoa, Thành Phố Hồ Chí Minh, 1993.
7. Julia Case Bradley. Programming in Visual Basic. McGraw – Hill, 1999.
8. Thomas a. Huges. Programmable Controllers, Instrument Society of America, 1989.
9. Các tài liệu từ Internet
2,137,811
1/1,011

